




What is 3D printer filament? A hobbyist's guide
TL;DR:
- D printer filament is the thermoplastic material used in FDM printers, supplied on spools and melted to create objects. Proper storage and filament choice are crucial for reliable printing and part strength, especially regarding material properties. Beginners should start with PLA, as it is easiest to print and forgiving of common mistakes.
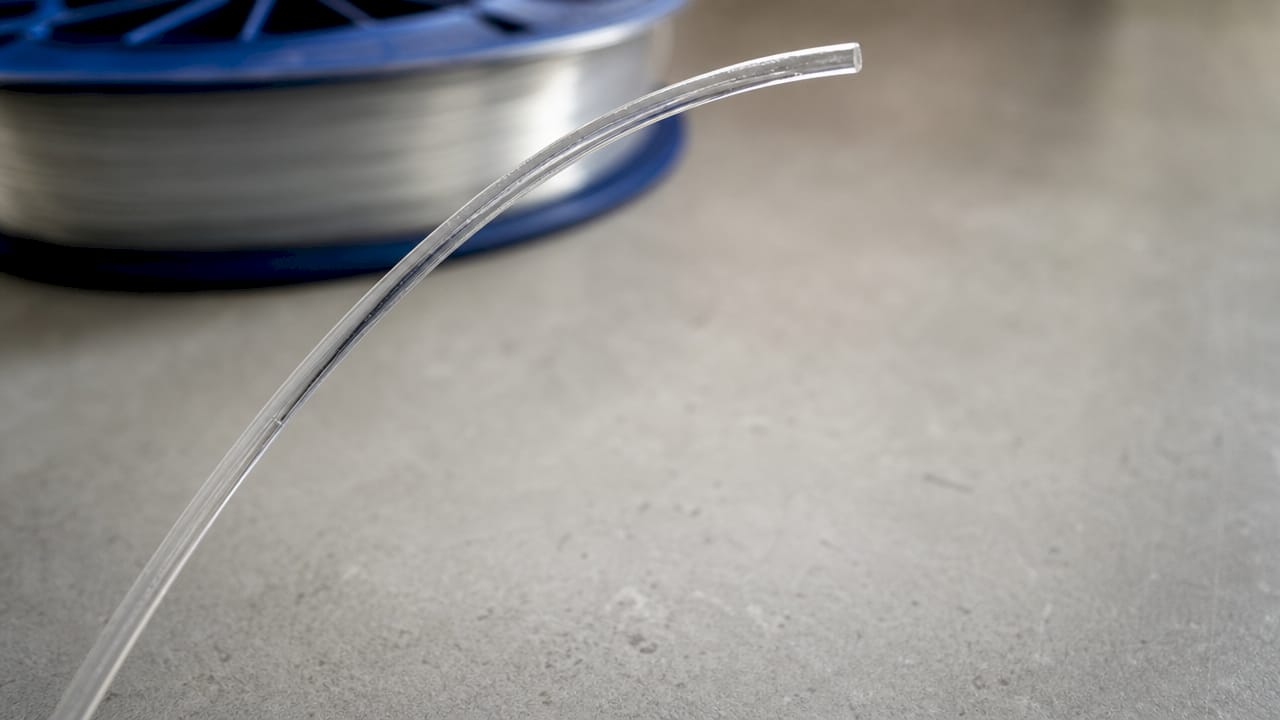
3D printer filament is the thermoplastic feedstock used in FDM (Fused Deposition Modelling) printers, supplied as a continuous strand wound onto a spool. The two standard filament diameters are 1.75mm and 2.85mm, paired with a 0.4mm nozzle in most desktop machines. The printer melts the strand and deposits it in precise layers until the finished object takes shape. Understanding what is 3D printer filament, and which type suits your project, is the single most important decision you make before pressing print.
What is 3D printer filament made of and how does it work?
Filament is an engineered thermoplastic wire. It is not simply plastic string pulled from a bag. Reputable filament suppliers control chemistry and diameter to produce predictable melt flow, which is what separates a clean print from a stringy failure. The printer’s hotend heats the strand above its glass transition point, the extruder motor pushes it through the nozzle, and the material solidifies almost instantly on the build plate. That cycle repeats thousands of times per print.
The overall 3D printing process begins with a digital file and ends with a physical object, but filament is the raw material that makes every layer possible. Choosing the wrong material does not just affect appearance. It affects strength, heat tolerance, and whether the part survives its intended use.
What types of 3D printer filament are available?
The 3D filament types explained below cover the materials you will encounter most often as a hobbyist, from the easiest to print to the most demanding.
PLA (Polylactic acid)
PLA is the most beginner-friendly filament because it prints at lower temperatures and produces minimal warping. It is plant-derived, biodegradable under industrial conditions, and available in hundreds of colours. PLA suits display models, decorative prints, and prototypes where heat resistance is not required. Its weakness is brittleness under impact and poor performance above roughly 60°C.
ABS (Acrylonitrile butadiene styrene)
ABS prints at 220–250°C and requires a heated bed to prevent warping. It is tougher and more heat-resistant than PLA, making it popular for functional enclosures and automotive components. The trade-off is that ABS releases fumes during printing and demands a controlled, enclosed environment. Hobbyists who skip the enclosure almost always see warped corners and delaminated layers.
PETG (Polyethylene terephthalate glycol)
PETG sits between PLA and ABS in difficulty and performance. It offers good moisture resistance, reasonable impact strength, and prints without the fume issues of ABS. PETG is the go-to material for functional parts that will be exposed to water, mild chemicals, or moderate heat. Food-safe variants exist, though the nozzle and printer setup must also meet food-contact standards.
TPU (Thermoplastic polyurethane)
TPU is flexible and durable but requires slower print speeds and careful calibration. Its elastomeric nature means the extruder can buckle the filament rather than push it cleanly through the nozzle. Direct-drive extruders handle TPU far better than Bowden setups. Typical applications include phone cases, gaskets, and wearable components.
ASA, Nylon, and Polycarbonate
ASA behaves similarly to ABS but adds UV resistance, making it the preferred choice for outdoor prints. Nylon offers outstanding toughness and fatigue resistance for mechanical parts, though it absorbs moisture aggressively. Polycarbonate is one of the strongest printable thermoplastics and tolerates temperatures above 100°C, but it demands a high-temperature hotend and an enclosed chamber.
Composite filaments
Composite filaments blend a base polymer with additives such as carbon fibre, glass fibre, or metal powder. Carbon fibre reinforced PLA or Nylon produces parts with a high stiffness-to-weight ratio. These materials wear nozzles quickly, so a hardened steel nozzle is necessary. They represent the advanced end of hobbyist printing and reward patience with genuinely engineering-grade results.
How does filament quality affect your prints?
Filament quality determines print reliability more than any single printer setting. The critical variable is diameter tolerance, typically ±0.03mm. A strand that varies beyond that range causes the extruder to under-feed or over-feed, producing gaps or blobs in the finished part. That means a spool of cheap filament with poor diameter control can waste hours of print time.
Moisture is the other major quality factor. Filaments are hygroscopic, meaning they absorb water from the air. Moisture causes internal bubbling during extrusion, which weakens layer bonds and creates a rough, porous surface. Even a few days of exposure to a humid workshop can degrade a spool noticeably.
Proper storage is straightforward:
- Keep filament in sealed bags or airtight containers with silica gel desiccant packets.
- Store away from direct sunlight and temperature extremes.
- Use a filament dryer box before printing if a spool has been left open for more than a day or two.
- Label spools with the date opened so you can prioritise older stock first.
Pro Tip: Buy filament from suppliers who publish diameter tolerance data. If a supplier does not list it, assume the tolerance is wider than the industry standard ±0.03mm.
Common printing challenges and how to fix them
Most print failures trace back to material-specific handling errors rather than printer faults. Knowing the common pitfalls by material saves a great deal of wasted filament.
-
Warping with ABS and ASA. Both materials shrink as they cool. Without a heated bed set to 90–110°C and an enclosure to trap warmth, the corners of a print lift off the build plate. Adding a brim in your slicer software increases adhesion and reduces the risk significantly.
-
Nozzle clogs when switching materials. Purging the hotend when changing from a high-temperature material like ABS to a lower-temperature one like PLA is not optional. Residual ABS in the nozzle will carbonise at PLA temperatures and block the nozzle within a few layers.
-
Stringing and oozing with PETG. PETG is prone to leaving thin strands between parts of a print. Reducing print temperature by 5°C and increasing retraction distance in the slicer usually resolves it.
-
Buckling with TPU. Flexible filament compresses rather than feeds cleanly through a Bowden tube. Switching to a direct-drive extruder or reducing print speed to 20–25mm/s resolves most TPU extrusion problems.
-
Brittle layers with moisture-damaged Nylon. Nylon absorbs moisture faster than almost any other common filament. Dry the spool at 70–80°C for four to six hours before printing and keep it in a sealed container during the print run.
Pro Tip: Create a saved profile in your slicer for each filament type you use regularly. Consistent temperature, speed, and retraction settings eliminate the guesswork when you return to a material after a break.
For a practical walkthrough of avoiding warping and extrusion issues, the Subliblanks printing guide covers setup steps in detail.
How to choose the right filament for your project
Selecting filament by part function rather than material name is the most reliable approach. A decorative figurine and a bracket holding a shelf have nothing in common mechanically, so they should not use the same material by default.
The table below compares the most common filament types by key properties and best applications.
| Filament | Ease of printing | Strength | Heat resistance | Best application |
|---|---|---|---|---|
| PLA | Very easy | Moderate | Low (up to ~60°C) | Display models, prototypes |
| PETG | Easy | Good | Moderate | Functional parts, moisture exposure |
| ABS | Moderate | Good | High | Enclosures, automotive parts |
| ASA | Moderate | Good | High + UV resistant | Outdoor parts |
| TPU | Challenging | Flexible | Moderate | Gaskets, cases, wearables |
| Nylon | Challenging | Excellent | High | Mechanical parts, gears |
| Polycarbonate | Difficult | Outstanding | Very high | Engineering components |
For hobbyists starting out, PLA is the correct default. It is forgiving, widely available, and produces clean results on almost any desktop FDM printer. Once you understand your printer’s behaviour, PETG is the natural next step for anything that needs to hold up in real use. ABS and ASA are worth learning if you print parts for outdoor or high-heat environments. Nylon and Polycarbonate reward the patience of experienced hobbyists who need genuine engineering performance.
Speciality filaments such as wood-fill, metal-fill, and glow-in-the-dark variants use a PLA base with aesthetic additives. They print much like standard PLA but may require a larger nozzle diameter to prevent blockages from particle additives. You can find 3D printing files designed for specific materials to test new filaments before committing to a full project.
For a step-by-step beginner’s approach to filament selection and first prints, the Subliblanks beginner guide is a practical starting point.
Key takeaways
Filament choice determines print quality, part strength, and long-term reliability more than any other single variable in FDM 3D printing.
| Point | Details |
|---|---|
| Standard diameters | Most FDM printers use 1.75mm filament with a 0.4mm nozzle as the industry default. |
| Choose by function | Match filament material to the part’s mechanical and environmental demands, not just availability. |
| Diameter tolerance matters | Quality filament holds ±0.03mm tolerance; wider variation causes extrusion faults and failed prints. |
| Store filament sealed | Keep spools in airtight containers with desiccant to prevent moisture damage and weak layer bonds. |
| Purge when switching | Always purge the hotend when changing between materials with different melting temperatures. |
What I have learnt from years of working with filament
The single most common mistake I see from hobbyists is treating filament as a commodity. They buy the cheapest spool available, skip storage precautions, and then blame the printer when prints fail. The printer is rarely the problem.
Proper storage changed my results more than any hardware upgrade. I moved to sealed containers with silica gel desiccant and immediately saw fewer surface defects and stronger layer adhesion, particularly with Nylon and PETG. The investment is a few pounds in desiccant and a set of airtight boxes.
My other strong opinion is this: master PLA before touching anything else. PLA teaches you how your printer behaves, what good layer adhesion looks like, and how to read a failed print. Hobbyists who skip straight to ABS or Nylon without that baseline spend far more time troubleshooting than printing.
The 3D printing community is genuinely one of the most helpful online spaces for troubleshooting material-specific problems. Forums, subreddits, and manufacturer communities hold years of collective experience. Use them before assuming your printer is broken.
— chris
Filament, supplies, and equipment from Subliblanks
Subliblanks supplies 3D printing filaments alongside a full range of printing equipment and wholesale supplies, all with no minimum order quantities.
Whether you are stocking up on filament for a new project or sourcing equipment for a small business, Subliblanks offers printing supplies and equipment at trade prices without the commitment of bulk orders. The range covers everything from filament materials through to the machines and accessories that keep your workflow running. Browse the full catalogue to find what your next print needs.
FAQ
What is 3D printer filament?
3D printer filament is the thermoplastic feedstock used in FDM printers, supplied as a continuous strand on a spool. The printer melts it and deposits it layer by layer to build a three-dimensional object.
What diameter is standard for 3D printer filament?
The two standard diameters are 1.75mm and 2.85mm, with 1.75mm being the most widely used on desktop FDM machines. Most printers pair this with a 0.4mm nozzle.
Which filament is best for beginners?
PLA is the best starting filament for beginners because it prints at lower temperatures, warps very little, and works on almost any FDM printer without an enclosure.
Why does filament need to be stored in a sealed container?
Filaments are hygroscopic and absorb moisture from the air, which causes bubbling during extrusion and weakens layer bonds. Sealed storage with silica gel desiccant prevents this degradation.
When should I purge the nozzle when changing filament?
Purge the nozzle whenever you switch between materials with different melting temperatures, for example moving from ABS to PLA. Residual high-temperature material left in the hotend will carbonise at lower temperatures and block the nozzle.





